






FDT SX0



Maintenance Free.
No deviations of chamfer widths due to air pressure variations.
High feeds and speeds. (3.000-10.000 rpm – 2–5 m/min. )
Uniform deburring quality on all workpieces.
Eliminates tool brakes
Small compact design is suitable for all types of machines. (Suitable for smallest machines)
Long reach capacity simply by changing the cutting tool. Perfect deburring of the hard-to-reach spots.
USING FLEXIBLE DEBURRING TOOL ON CNC MACHINES
FDT SX0 is designed to automatically deburr workpieces with undefined edges. The differences between programmed and actual workpiece contours are compensated automatically.

Spindle Speeds:
FDT SX0 is not completely rigid.
We recommend starting spindle speed as 5000 rpm.
Observe maximum permitted spindle speed specified by the machine supplier!
Maximum Speed: 8000rpm
Feed Rates:
We recommend starting feed rate as F= 3000 mm/min
The feed rate should be same when changing direction, otherwise deburring can be uneven. The contour program should be as close as possible to eliminate extra rounding of the corners.
Lateral Contact Pressure:
For the first deburring process we recommend setting the lateral milling cutter pressure (contact pressure) to be set to approx. 5mm.
If the milling cutter does not run smoothly, i.e. if it jumps or does not run true, the contact pressure is too low and must be increased.
The amount of contact pressure also directly affects the deburring thickness: usually the higher the contact pressure the wider the deburred edge.
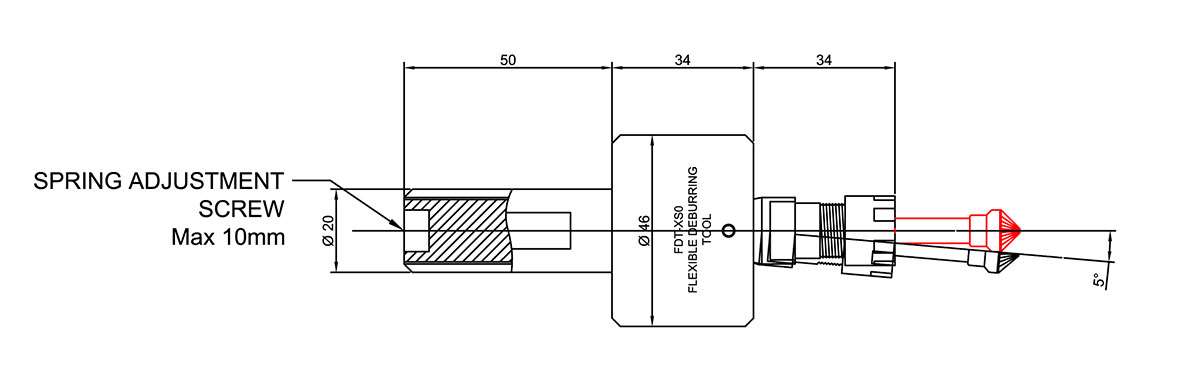
FDT SX0 is a flexible deburring tool, activated via machine spindle. It can deflect approximately 5mm in radial direction. (With Standard deburring cutter 20mm. Front of the collet) Using FDT SX0 is similar to contour programing. It should follow the contour to be deburred and the milling cutter should always be pre-tensioned to 1-3mm.
Cutting Direction:
FDT deburring tools, the cutter rotation should be clockwise when viewed from above. Climb milling would therefore involve clockwise motion around the part being deburred
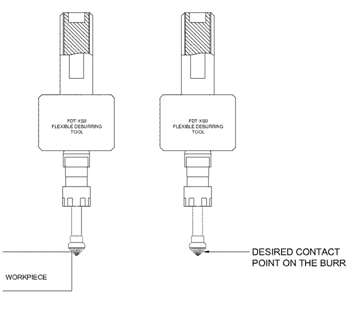
Contact Point On The Burr:
Usually conical deburring cutter is used. Depending on the contour of the deburring edge, the milling cutter can either be used on its tip or further back.
If the shape of the workpiece and the clamping device are suitable, then it is recommended to use burrs as rear as possible. This allows shorter machining times and better results.
Lateral Deflection Of The Burr:
Ensures that the milling cutter is always pre-tensioned. The lateral deflection of approx. 1-3 mm causes it to press against the workpiece.

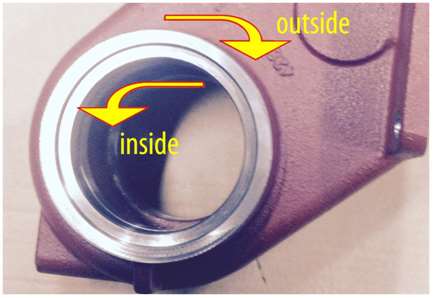
Tool Path:
Inside corners represents a complex situation for flexible deburring tools. In general, the cutter must not be allowed to simultaneously contact both perpendicular surfaces of an inside corner. The resulting force imbalance in two planes will cause severe tool chatter. We advise to create a tool path, which will prevent the cutter from simultaneously contacting two perpendicular surfaces. A conical cutter may reach further into such an inside corner if the tool is presented closer to the tip of the tool. (Note: When working near the tip of a tapered cutter, the surface cutting speed is reduced.) At direction changes inside the work-piece contour (corners) we recommend that you program a radius instead of a corner
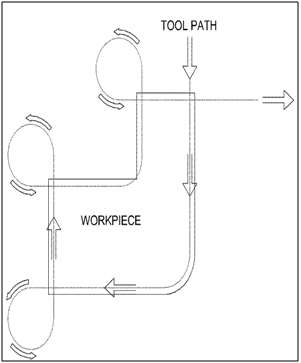
Changes of direction outside the workpiece (corners) we recommend making the change of direction out-side the workpiece.
Excessive Deburring:
- İncrease feed rate
- Decrase lateral contact pressure on the tool (for too weak lateral pressures cutter may jump / stagger, resulting damage to workpiece – tool – machine)
Uneven Deburring:
- Feed speed is not constant due to changes in direction – reduce feed speed
- Feed speed is very slow – increase feed speed
- Tool position is not adjusted correctly check 1-3mm lateral deflection
Deburring Thickness Is Small:
- Decrease feed rate
- Increase lateral contact pressure on the tool
- Reduce spindle speed
Not Smooth Deburring:
- Increase spindle speed
- Change deburring cutter